Time to write up the past few weeks of experimenting in making extruders:
This is a quick extruder made from a short section of 5mm brass tube, 8mm PTFE rod with a central 3.2mm hole for the filament and an experimental PTFE nozzle.
The PTFE is drilled about 8mm in to 5mm diameter, and the tube is push-fit into the PTFE.
The nozzle is made from 10mm PTFE rod, drilled almost to the end with a 5mm diameter. Part of the outside is shaped down to 8mm (to fit a large washer for support) and tapered a bit. The final breakthrough was done with a .35mm hand drill where the PTFE is about 2mm thick.
The heater is made from a couple of layers of kraken tape and some (partly) insulated nichrome wire reclaimed from a previous nozzle.
Warming this barrel up, the tape didn't appear to be affected, so I fed some ABS down. it seems to melt fine, filling the 5mm brass easily, but I hadn't bolted it down properly to hold the PTFE together, and I pushed the nozzle off before it came out the 0.35 hole.
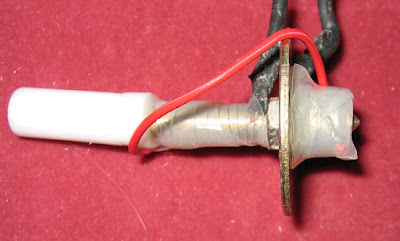
It had been at 220C for a half-hour or so, so I deconstructed it to see if the kraken tape was damaged:
It seems to be unaffected. The covering you can see on the nichrome is the original insulation: it seems to decompose and can easily be scraped off with fingers, but even where the nichrome is just bare wire the kraken tape is unaffected. This isn't a long term test, but it's promising.
This extruder uses a brass tube, and a PTFE nozzle and insulator as above, but uses a different heater. Two wirewound resistors are placed inside M8 coupling nuts. The nuts are then held together in a vice and a 5mm hole is drilled between them.
The two coupling nuts can be placed around the brass tube (or even a welding tip) and held together with tape. you can also pop a thermistor between the tape and the nuts for temp monitoring.
To provide pressure to the PTFE tube joints, a large m8 washer is placed over the nozzle (10mm PTFE rod turned town to 8mm) and bolted to the existing BfB extruder drive (using the enhanced coach bolt drive).
This warms up fine to 220C and extrudes with some force. This PTFE nozzle has a 0.6mm hole, about 0.5mm thick PTFE (thin enough to see light through) but is still able to contain reasonably high hand forces. It extrudes, slowly, but immediately expands to a much larger extrusion.
Eventually I decided to re-build a more traditional extruder. A couple of taps with a hammer broke up the fire cement and allowed me to reclaim the nichrome, m6 BfB barrel and nozzle.
Using a combination of learning from my experiments, I've built yet another version:
3ohm nichrome heater directly around the nozzle, and 4ohm above. PTFE screwed to nozzle and also secured using bolts and washer. Washer heat isolated using a turned PTFE washer - also holds the m6 barrel nicely in the m8 washer. kraken tape insulating the heater. Coach bolt hack on a BfB lasercut extruder drive, standard GM3 DC motor/gearbox. Standard BfB aluminium nozzle.
I'll see how this one performs soon... :-)








2 comments:
I like the idea of M8 coupling nuts with wirewound resistors. It will probably have some more loss, but it is modular. You can attach it to a different heater when needed.
Yep, the same m8/resistor assembly has heated two seperate welding tips (5mm) and two versions of the brass tube extruder. It's easy to break it down and re-attach, especially for testing new designs.
Post a Comment