ABS
ABS isn't really like chocolate, or ice, which is a simple solid or liquid.
When cold, it's solid and can withstand quite a lot of force in compression. This allows us to force it down a tube and use it a bit like a rod or piston to force the plastic into the nozzle.
When it warms up, you can bend it easily.
Warm it more, and it starts to soften. Because it's being pushed down, when it gets soft it tries to get wider, pressing against the sides of the tube. At some point, it becomes 'molten'.
'Molten' ABS isn't really liquid. In some ways, it's like plasticine or clay - it needs to be forced through a nozzle, it doesn't really 'flow'.
It's also a bit elasticy at times - when you stop pressing down, it can dribble on slowly for a bit, until it's evened out the pressure.
And finally it's a bit like melted mozzarella - pizza cheese. Pull the melted filament out of a heater, and you often get a really long, thin stringy bit - just like a Domino's advert.
Designing an extruder
Lots of my extruder designs have worked to a greater or lesser extent. It's not *too* hard to make an extruder work once, it's reliability and repeatability that cause my problems.
A larger heater chamber (4mm/5mm diameter) works OK, but the extra ABS takes longer to warm up and melt.
The shorter the 'melted', hot section the better, - preferably as near to the nozzle as you can get. Also, the less metal you have, the less thermal inertia you have, so it heats up quicker. The quicker it heats up, the quicker it cools down while extruding - so the heater power has to be controlled.
PTFE is a good insulator, and it's easy to machine - you can cut an 8mm rod with a sharp craft knife, and it's easy to drill. You can cut a thread easily with a bolt or nut. PEEK is much stronger and requires proper machining - use a tap/die to cut threads.
PTFE is soft, and when it's hot it gets softer, so it really needs extra support (external bolts and washers, etc) to hold the join to the heater barrel still, and extra pressure to avoid leaking plastic out the side. 8mm PEEK rod is strong enough to have a welding tip screw-in (tap an m5 thread) and easily holds the pressure.
The join between the barrel and the insulator is very important. This is where the ABS becomes softer and the filament will get wider and fill any gaps in the channel.
Quite often, my extruder experiments work the first time, but after cooling and re-heating are much stiffer and difficult to get restarted. After inspecting the cold filament, this is because the ABS flows into any small gaps and then solidifes when cold. The entire assembly will then be stuck until the gaps have melted.

If the extruder is hot but not flowing for a long time, the heat will flow up the ABS, softening and widening it further up into the insulator. At least PTFE is very slippery and it helps getting it restarted.
I think NopHead's design, with the thin aluminium tube insulator, excellently avoids the join problem. If you can cool the barrel further up, so that the melt occurs inside the barrel, this problem doesn't occur.
Nichrome / Resistors
Both Nichrome wire and resistors both work reliably and reach the temps needed. Nichrome wire needs more preparation and a layer of insulation - Fire cement, jb weld, or Kapton / kraken tape. If you connect your normal wire to the nichrome by knotting it, or using a crimp connector, it's much easier to wind on and you can hold the join safe inside the fire cement or tape. Nichrome is very flexible, you can wind it on the barrel, nozzle, or both.
Resistors are nice, self-contained heaters. They work well, but you need to transfer the heat from the resistor surface to the nozzle. This means either embedding it in a drilled block (like NopHead) or my low-tech solution of shoving them inside m8 coupling nuts (as I don't have any solid blocks lying around). Either way, they're larger and need more metal (therefore more thermal inertia, slower heater), and not quite as flexible as the assembly is big and chunky compared to the nichrome wire.
Both methods work well.
Nozzles
Ideally, the nozzle should be removable.
Ideally, to keep the heated section as short as possible, the heater should be close to or on the nozzle.
Both of these requirements can conflict :-)
Welding tips (0.6mm) from Halfords, £5 for five, work pretty well as nozzles or even combined barrel/nozzles. They need to be carefully drilled out to 3 or 3.2mm almost to the end, but be careful. I've wrecked four trying to drill to 3.5mm to get a better heater entry, the walls are just too thin. The central hole helps align the drill centrally, even drilling by hand works OK, but I'd use a 1mm then 2mm then 3mm bits first.
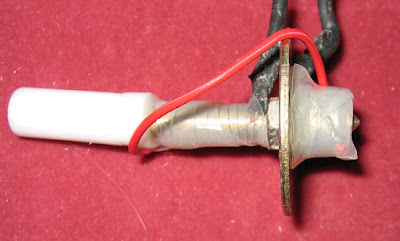
I've had reasonable success with a PEEK insulator, a welding tip, with nichrome wire wound directly round the welding tip.
Have a go and see what you think :-)